
憑借技術力量強大、服務質量高、設備先進等優勢,能夠滿足客戶的各種加工需求,得到了廣大客戶的好評。企業的服務內容豐富,并且注重服務質量,為客戶創造了更高的價值。在今后的發展過程中,企業將繼續追求,不斷提升服務質量,讓客戶得到更好的體驗和效果。
公司秉承“顧客至上,銳意進缺的經營理念,堅持“客戶”的原則為廣大客戶提供的服務。歡迎廣大客戶惠顧!
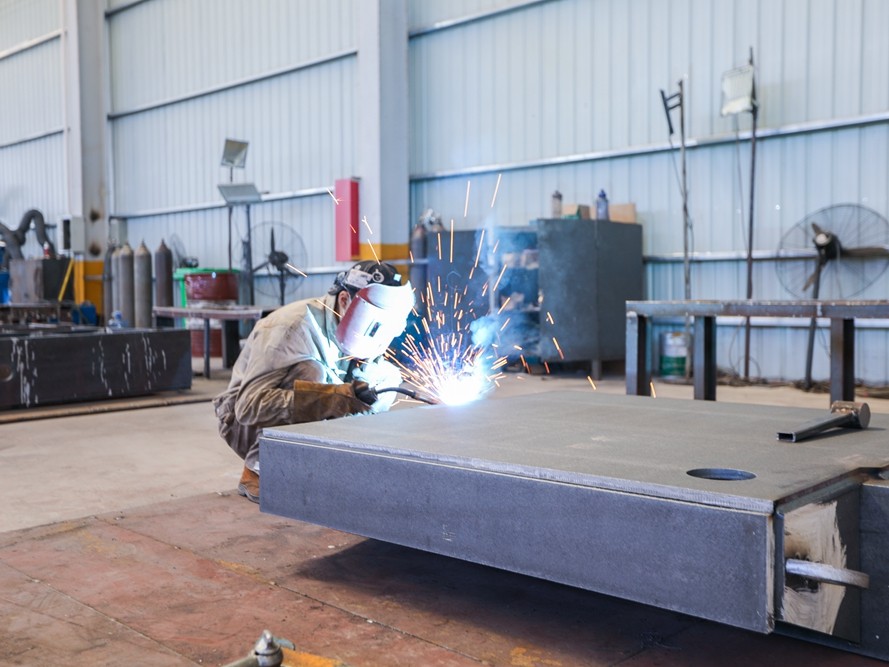
焊接組裝:核心工序,實現零件連接
定位與固定:將成型后的零件按圖紙位置擺放,用工裝夾具或點焊臨時固定,確保零件間的相對位置準確(如對接接頭的間隙控制在 2-4mm,角接接頭的垂直度誤差≤1°),防止焊接時工件移位。
正式焊接:根據母材材質和接頭形式選擇焊接方法(如低碳鋼常用手工電弧焊,不銹鋼常用氬弧焊),并按工藝參數操作。例如,焊接 10mm 厚的 Q235 鋼板對接接頭時,采用手工電弧焊,電流設為 180-220A,分 3-4 道焊完成,每道焊后清理焊渣,確保層間熔合良好。
變形控制:焊接過程中通過對稱焊接(如從工件兩端向中間焊)、分段焊接(將長焊縫分成短段依次焊接)、使用防變形夾具等方式,減少焊接變形,避免成品尺寸超差。
產前規劃標準化
提前完成圖紙拆解、工藝文件編制(明確每個零件的下料尺寸、焊接方法、參數),避免加工過程中臨時調整。
推行 “物料齊套化” 管理,在加工前將所需母材、焊接材料、工裝夾具集中到位,防止因缺料導致停工等待。
工裝夾具標準化
針對常用焊接件(如支架、法蘭),設計專用工裝夾具,實現零件 “快速定位、一鍵夾緊”,例如用氣動夾具替代手動螺栓夾緊,定位時間從 5 分鐘縮短至 1 分鐘,同時保證每次定位精度一致,減少返工。
采用 “模塊化夾具”,通過更換不同的定位塊,適配多種相似零件的加工,避免為每個零件單獨制作夾具,提高夾具利用率。